


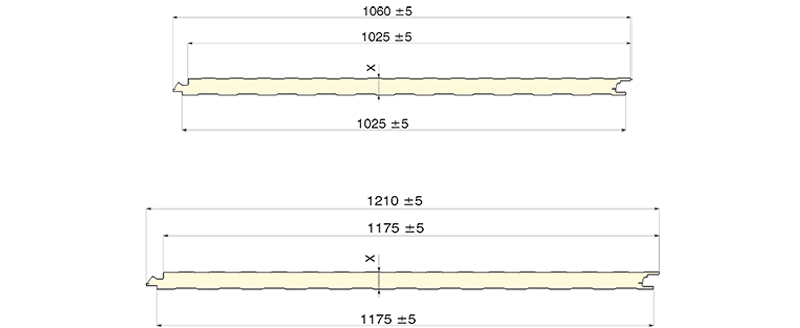
| ضخامت پانل (x) (mm) | 40,50,60,70,80,90,100,120,150 |
| عرض مفید (mm) | 1025 , 1175 |
| حداکثر طول | در طولهای دلخواه تا 14 متر (بلندتر از 14 متر به شرایط حمل و نقل بستگی دارد) |
جنس لایه عایق ساندویچ پانل پیچ پنهان دیوار با عایق پلی یورتان PUR یا PIR

| فشردگی (دانسیته) | 41±2kg/m³(دانسیته 30kg/m³ تا 50kg/m³ بنا به سفارش مشتری) |
| ضریب انتقال حرارت | W/(m.K) 0/0159~0/0260 |
| نوع فوم | PUR (B2) , PIR |
جنس لایه رویه و زیره ساندویچ پانل پیچ پنهان دیواری عایق پلی یورتان
| ورق رویه و زیره | گالوانیزه پیش رنگ شده- خود رنگ/ آلوزینک پیش رنگ شده- خود رنگ/ آلومینیوم پیش رنگ شده- خود رنگ / استنلس استیل مات یا براق/ فایبرگلاس و PVC |
| ضخامت | 0.2 تا 0.7 میلیمتر |
| نوع فرم دهی | نورد سرد |
رنگ و طرح ورق رویه متداول در تولیدات آریا بارون
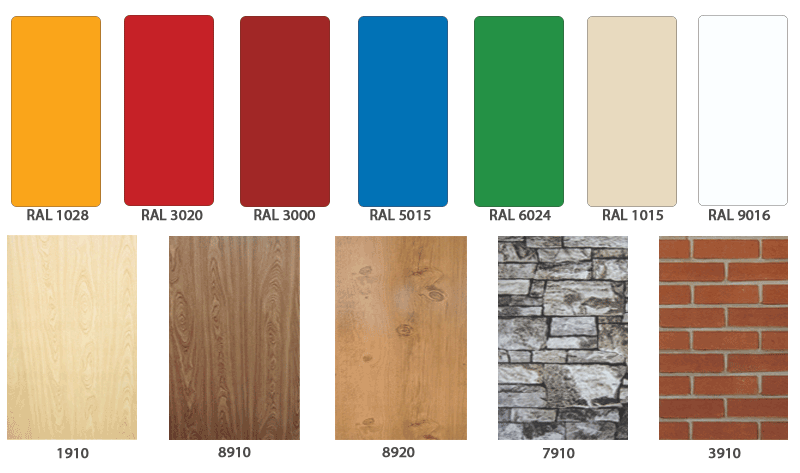
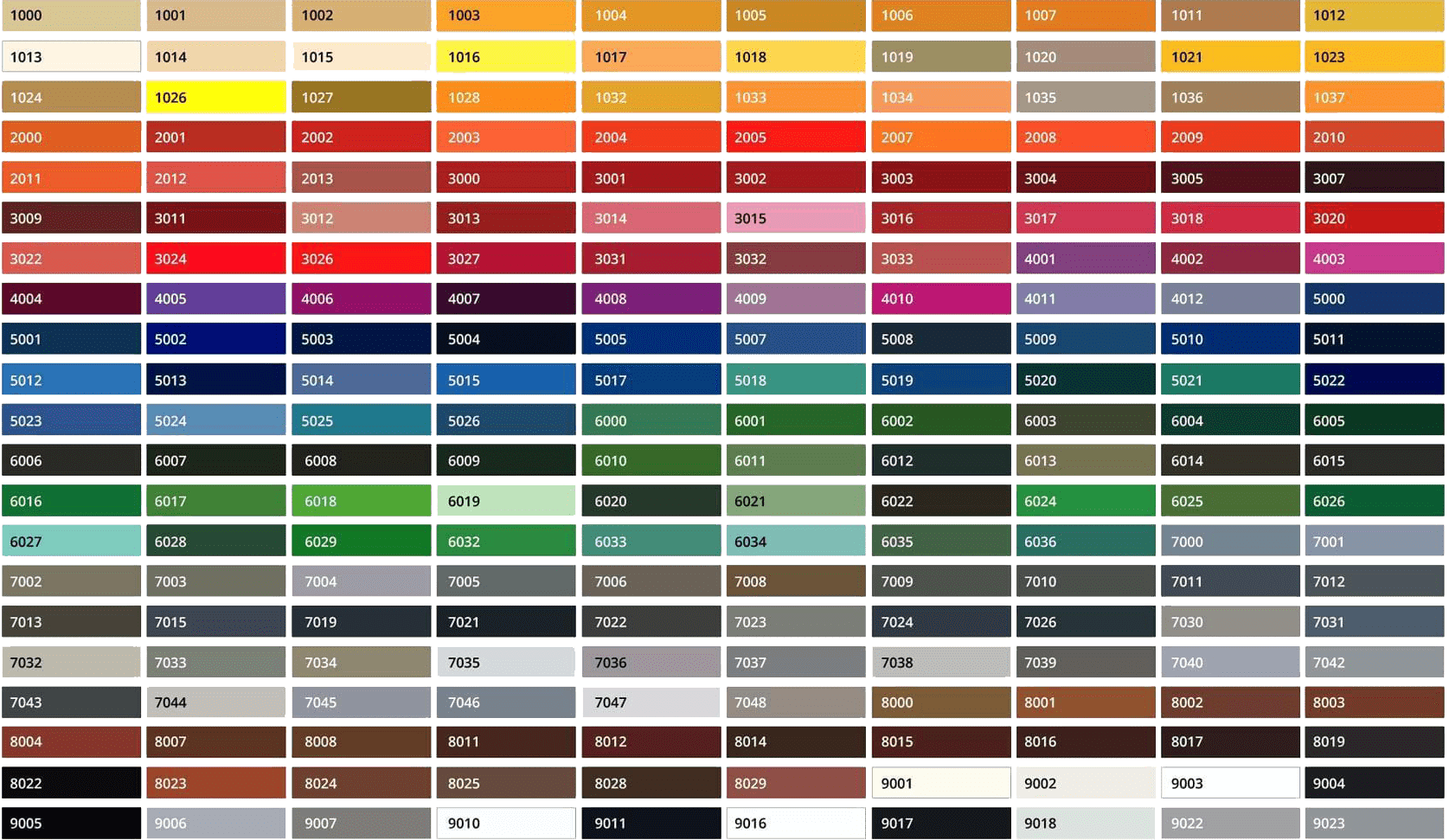
سایر RAL های رنگ بر اساس خواسته مشتری قابل تولید می باشد.
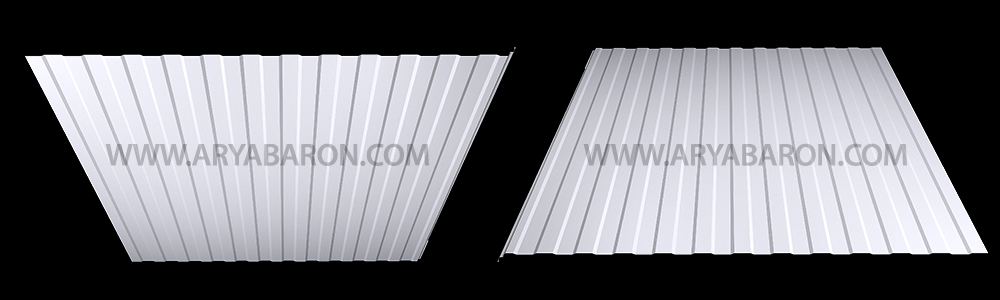
نوع نورد ورق رویه و زیره
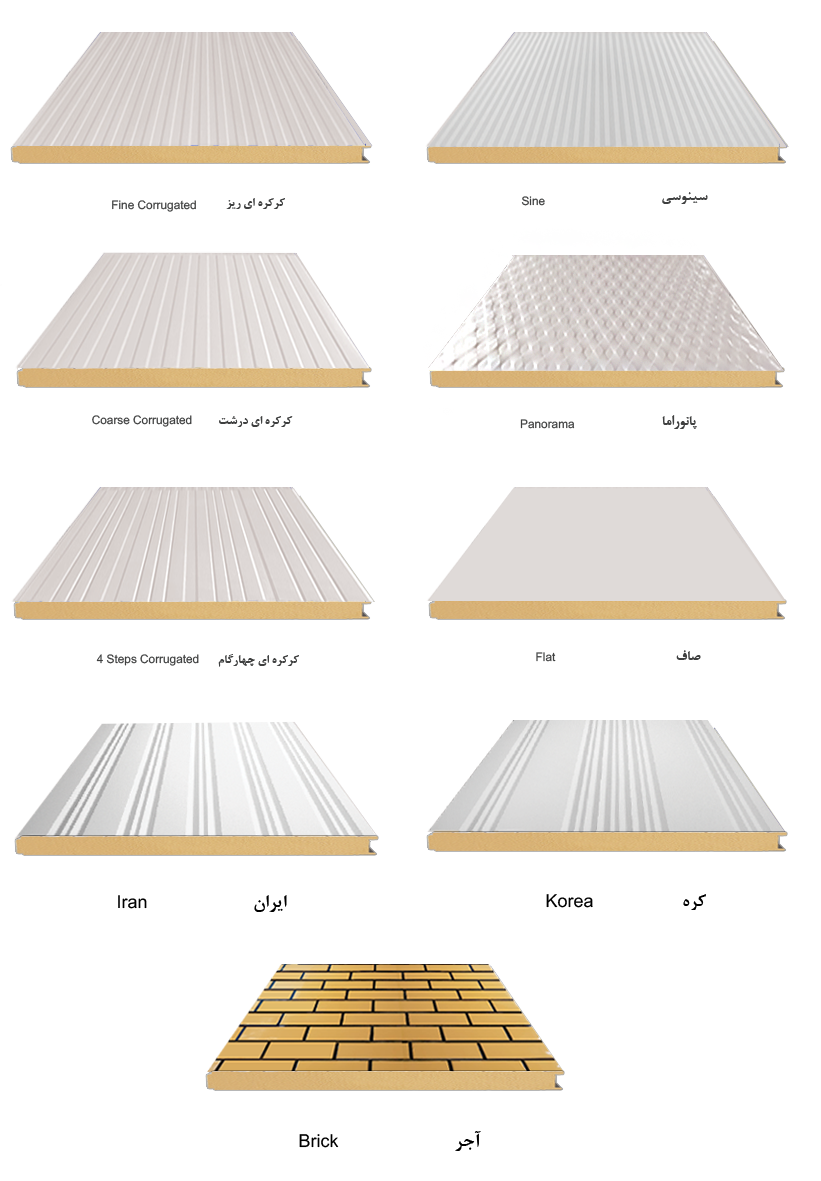
ورقهای رویه و زیره در دستگاه رولفرمینگ به شکلهای گوناگونی نورد کاری میشوند و متناسب با توقع تحمل فشارهای وارده و شکل ظاهری نوع نورد انتخاب میگردد. آریا بارون تولید کننده مصالح نوین ساختمانی میتواند به کمک ماشین آلات بسیار مدرن و C.N.C خطوط تولید طیف گسترده ای از انواع شکلهای نورد کاری را برای ورق رویه و زیره ساندویچ پانلها تولید نماید.
برای آشنایی با پارامترهای موثر بر کیفیت می توانید به صفحه اصلی ساندویچ پانل بروید و در آنجا تمامی اطلاعات در مورد انواع پانل ها و … بررسی کنید و برای سفارش و خرید ساندویچ پانل نیز از آنجا اقدام کنید.