
 2- Quality of rock wool
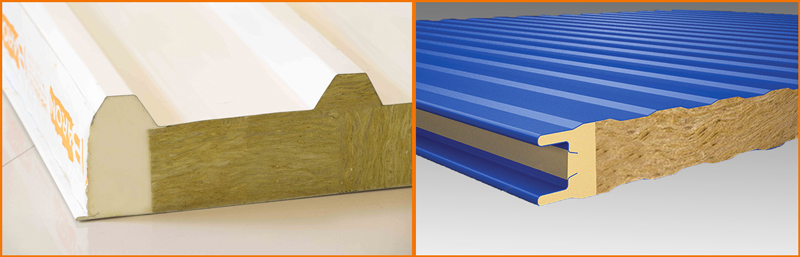
2- Quality of rock woolRock wool is one of the best thermal and acoustic insulators that is currently used around the world for insulation. Rock wool has thermal stability up to 750 ° C.
The main raw material for the production of this insulation is basalt, a group of igneous rocks that is a remnant of volcanic activity.
The fibrous structure of rock wool provides excellent acoustic properties and sound absorption for this type of insulation. Also, very high temperature resistance and no fire and no smoke feature, this type of insulation is among the fireproof insulation.