
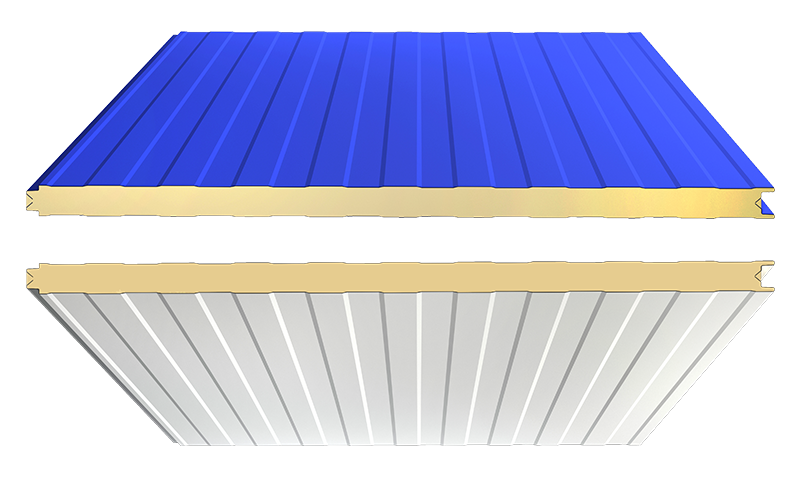
Double-sided wall sandwich panel with PUR or PIR polyurethane insulation
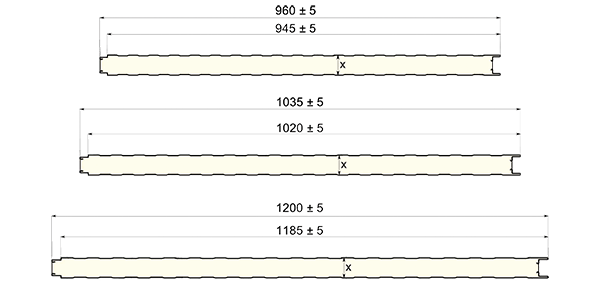
Sizes
The advantages of 1.2-meter wide sandwich panels over traditional narrow-panel made many European manufacturers to research technically to know how the machines are manufactured. Arya Baron also succeeded in producing these wide sandwich panels for the first time in Iran and almost simultaneously with some reputable global manufacturers.
Advantages of 1.2 m wide wall sandwich panel compared to traditional narrow type:
- More installation speed
- Less shipping cost
- Better sealing is due to fewer joints and less screw consumption.
| (x) (mm) | 40,50,60,70,80,90,100,120,150 |
| effective width (mm) | 945 , 1020 , 1185 |
| maximum length | in desired length up to 14 m |
Panel resistance to wind pressure
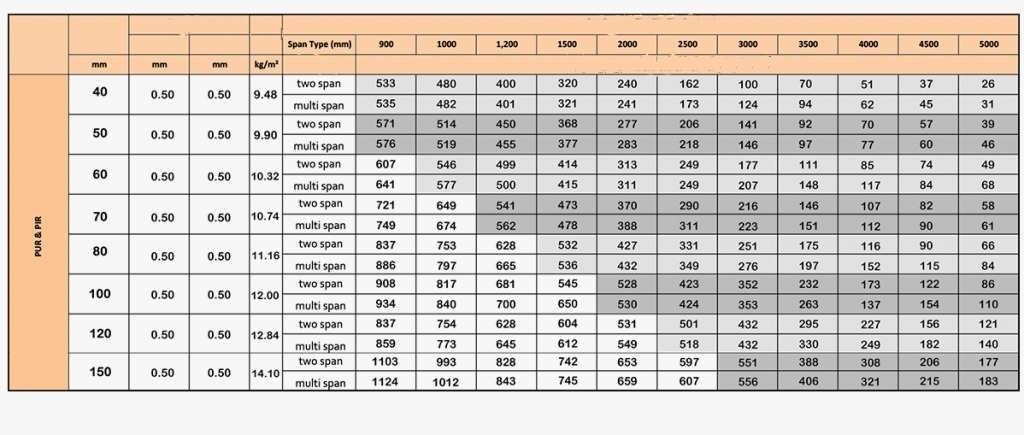
In accordance with the national standard of Iran 14159, Annex S-4-5 or standard EN14509
For use on roofs and ceilings:
Short-term loading is based on allowable rise f≤L / 200. Long-term loading (including creep) is based on allowable rise f≤L / 100.
For use on walls:
Load due to wind pressure is based on the allowable rise of f≤L / 100.
For example, if the support distance is 1000 mm, the maximum rise can be 5 mm, and on a 50 mm thick panel, if we load up to 547 kg / m2, the rise will be less than or equal to 5 mm, which is within the allowable operating range.
insulation layer material

| density | 100kg/m³ - 120kg/m³ |
| Heat transfer coefficient | 0.03-0.04 W/(m.K) |
top and bottom layer material
| top and bottom sheet | Pre-painted galvanized - self-painted / pre-painted aluzinc - self-painted / pre-painted aluminum - self-painted - matt or glossy stainless steel |
| sheet thickness | 0.3 to 0.7 mm |
| foaming type | cold rolling |
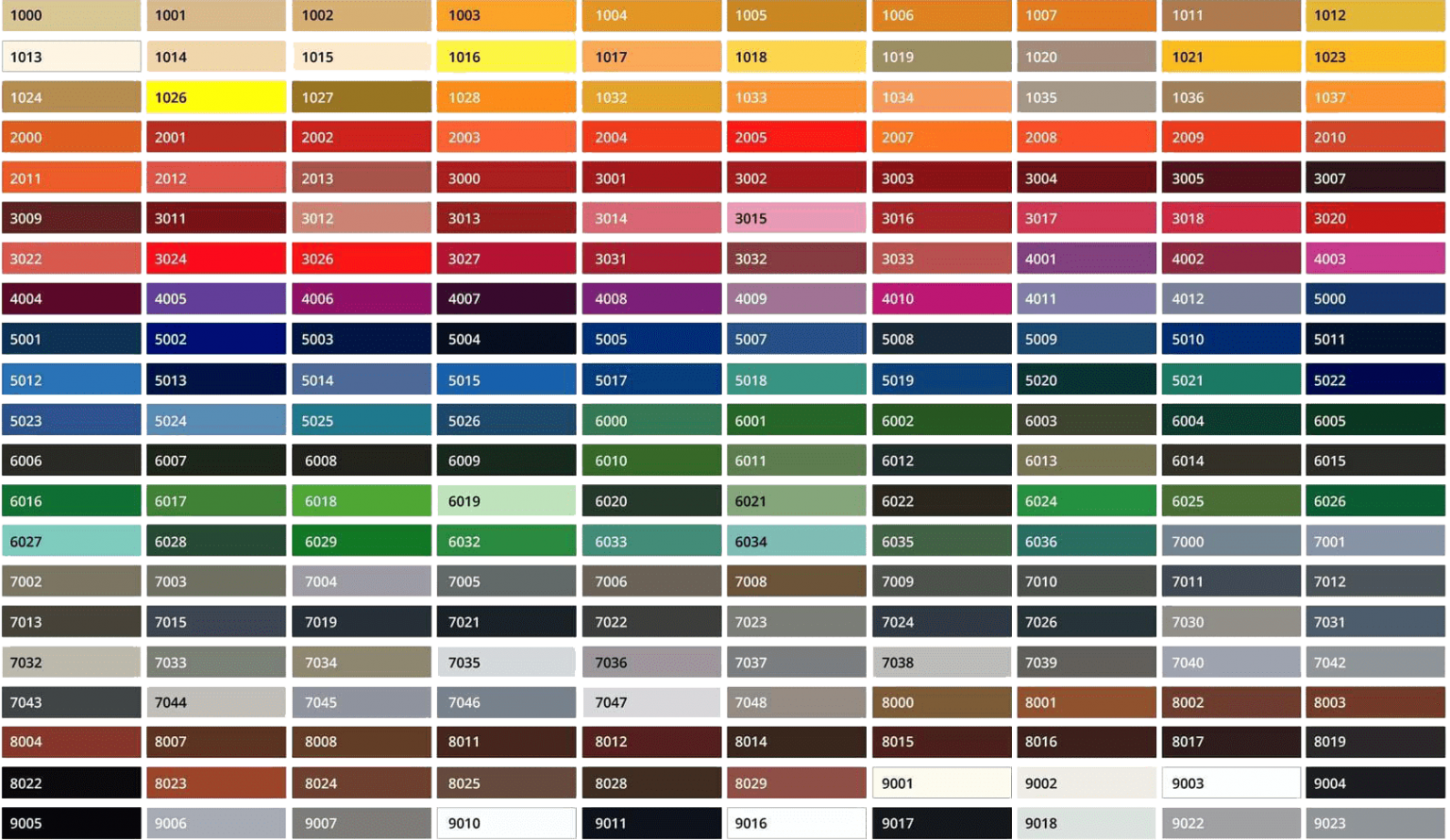
The color and design of the common sheet in Arya Baron products
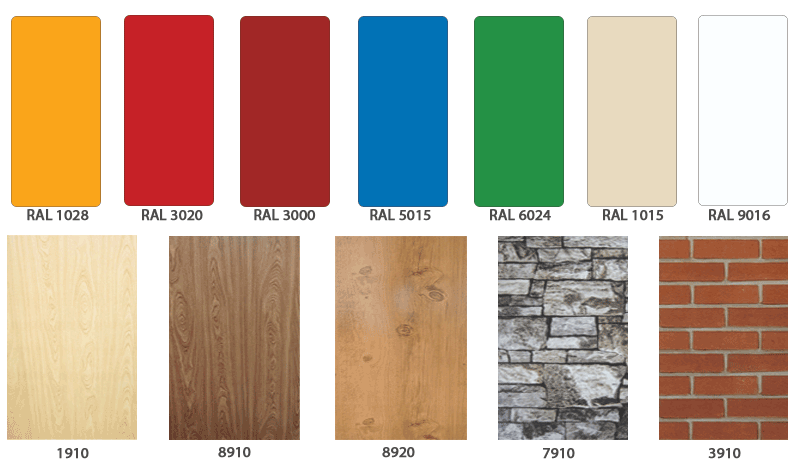
RAL
type of rolling of top and bottom sheet
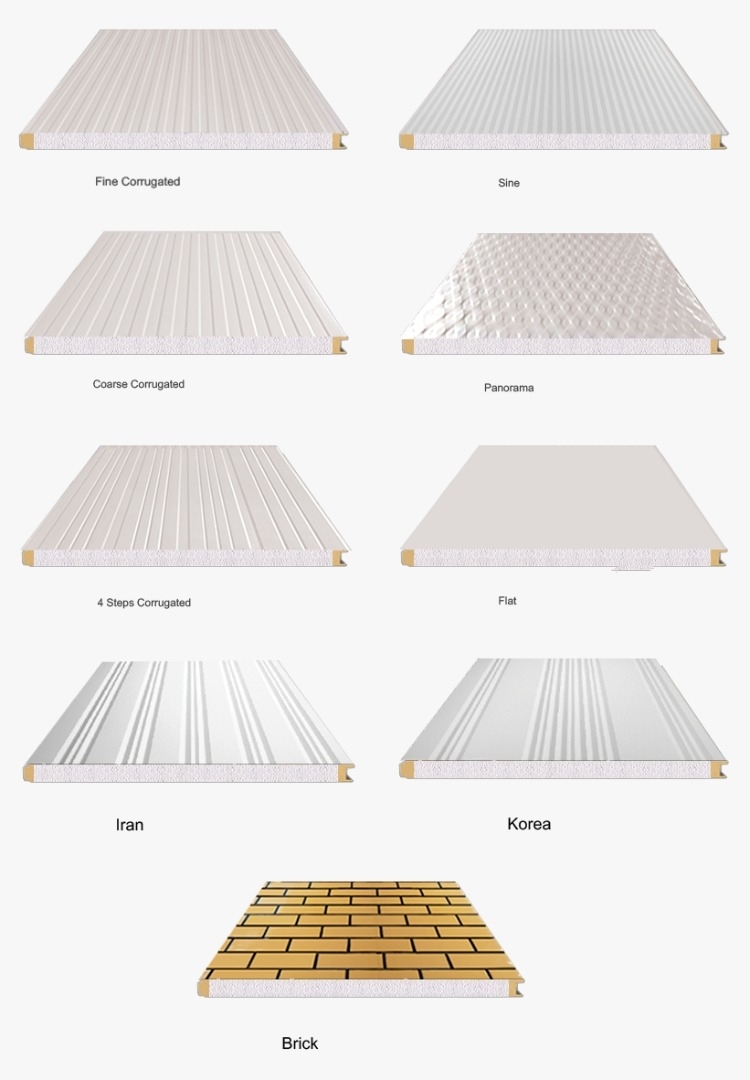
The top and the bottom sheets are rolled in various forms in the roll forming machine and are selected in accordance with the expected pressure tolerance and the appearance of the rolling type.
Arya Baron can produce a wide range of rolling forms for the top and bottom of sandwich panels with the help of very modern machines and C.N.C. production lines.
Parameters affecting quality
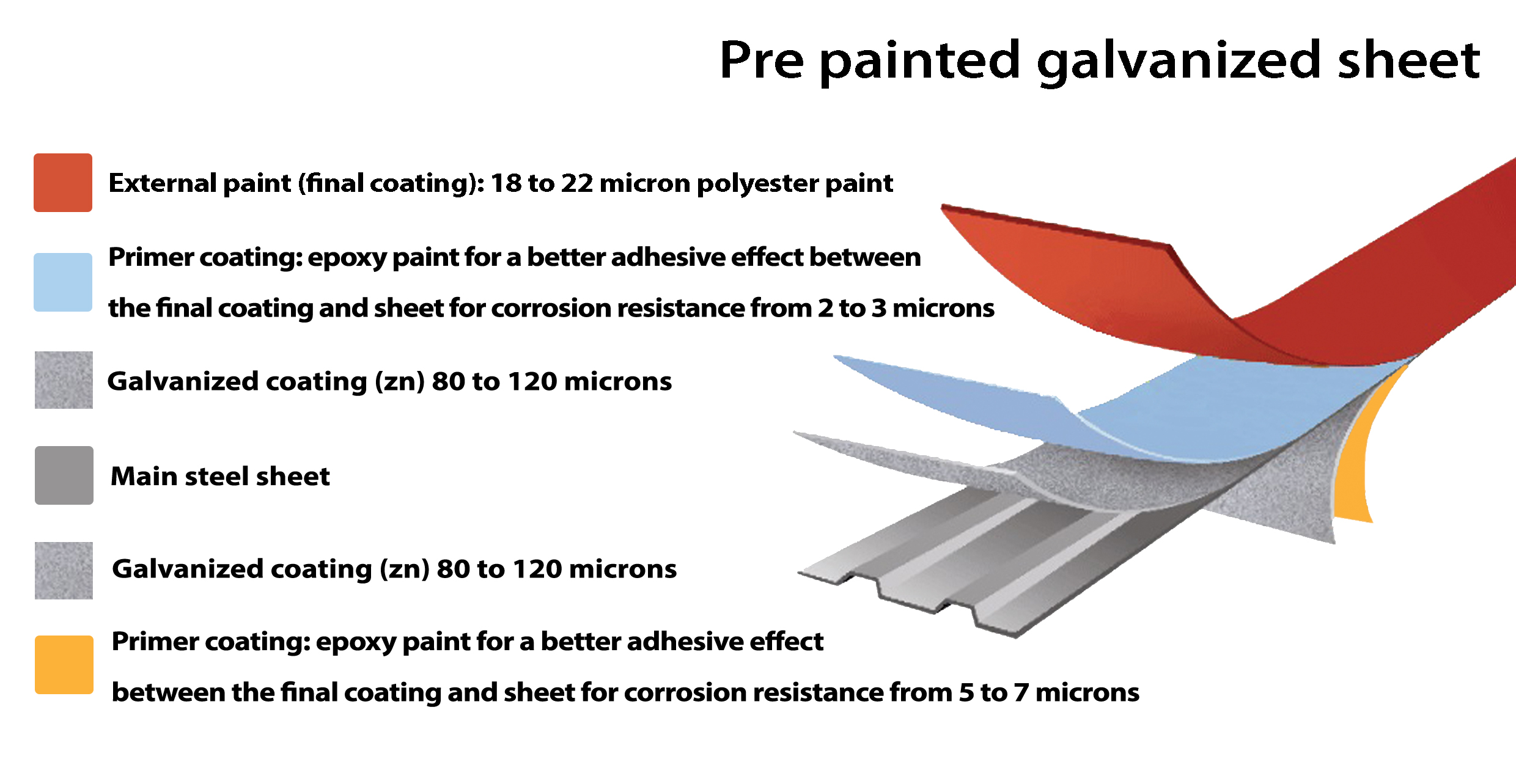
1- The quality of the top layer and the bottom layer and its proper selection:
The Top and the Bottom layers are either stainless steel, aluminum, copper, PVC, fiberglass, galvanized or pre-painted aluzinc, based on the usage that as the Galvanized and Aluzinc sheets are more common to be used, we bring more details about them at this section. As you can see in the following image, the sheet is made of multiple layers that we call the whole thickness (thickness of all layers together) the sheet thickness. The thickness of a top and bottom layer sheet of an appropriate sandwich panel with expected stability is between 0.3 to 0.7 mm though 0.5 mm is more common and consumed much more.
2-The quality of the polyurethane foam used in sandwich panels
35 kg / m³ to 50 kg / m³ it is obtained, which according to experiments has been done. The best and most optimal density in the above range is compression or density of 41 kg / m³.
As we know, polyurethane foam is an organic material and its main function is insulation. Now, if this organic matter is mixed with heavy minerals such as mill or rock powder, and even with polyurethane milling materials, the desired density can be easily achieved. However, the desired standard insulation has not been achieved and the level of insulation has decreased and preventing the exchange of cold and heat will no longer be at the standard and acceptable level.
The degree of insulation of the foam, which directly depends on its heat transfer coefficient, is an important quality parameter that should be paid special attention to. The heat transfer coefficient can be measured with the relevant device and the presence of unauthorized organic or mineral additives in the foam layers can be seen and detected with a laboratory microscope.
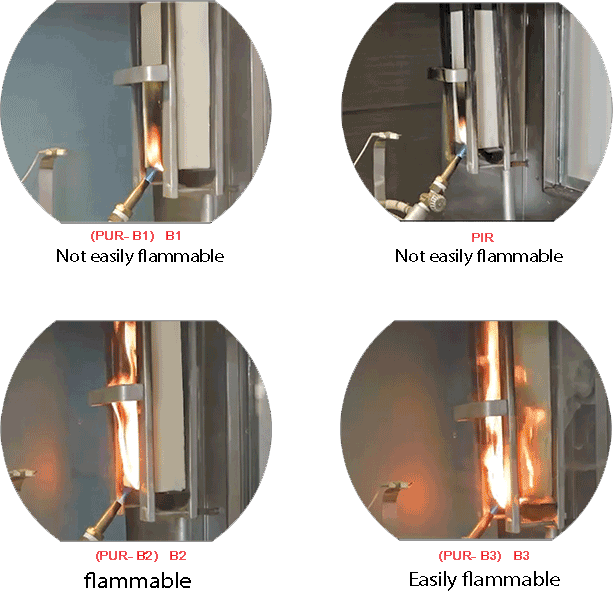
Another important feature of polyurethane foam is its fire resistance that neglecting to obey this, can lead to severe damage.
Arya Baron has equipped a modern laboratory for customers and provided them a free sample testing. This laboratory with standard fire resistance test device, microscope for ocular detection of polyurethane texture and the absence of unauthorized or mineral additives in the foam layers, standard devices for testing the adhesion of foam to sheet, panel bending test device, densification facilities and many Other devices are equipped.
Regarded customers can take the desired number of samples from each received product and test the samples for free by attending the laboratory.
3-The quality of machines in production line
Polyurethane foam production machines require a high level of technical knowledge, and even some European countries that have been working in the field of producing such machines for many years have not yet been able to achieve the details and tricks of the trade.
Arya Baron believes that the expensive production machines of number one European brands are due to their superior quality, and based on this, the company years ago with polyurethane foam machines from O.M.S. Italy has started its activity.
In the continuous automatic production line of polyurethane sandwich panel, the coils of the top and bottom sheet are opened separately and each of them enters the sheet electric discharge device so that the electrical energy of the sheet is discharged and the adhesion of foam to the sheet is done perfectly.

Then the discharged sheet enters the cold rolling machine (roll forming) so that the shutters are rolled on the top and the bottom sheets. If the rolling machine is not a quality one, the sheet paint will be crashed at the place of bending and over time, rust will start from the place of the same crashes. The sheet then enters the pre-heater with a specially controlled atmosphere and is heated to the desired temperature. Then the top and bottom sheets that have reached the desired temperature are taken out of the pre-heater and entered the heater, and after reaching the predetermined temperature and surface conditions, the foam materials prepared in the foam production machine with desired pressure, temperature and percentage mixture is sprayed on the sheet.
Pressure, temperature, mixing percentage and type of spraying are very important and qualitatively effective parameters. Now, the created sandwich panel enters the longitudinal rotary press machine and leaves it after finishing the baking process. Usually these longitudinal rotating presses are between 12 and 36 meters and Arya Baron lines are equipped with 36 meter presses to achieve the desired quality. The length of this press as well as the quality of the surface and its resistance to high pressures of foam are considered as effective parameters.
4-Efficient, specialized and trained personnel with up-to-date technical knowledge
Skill is a mixture of expertise and experience. And the necessary condition for the optimal use of modern machinery and quality raw materials is the presence of skilled workers in the production cycle. Arya Baron in order to lead the company’s operators and production staff to produce quality and durable products with desirable raw materials and using modern and sophisticated machines at appropriate intervals has considered foreign and domestic training courses and seminars in the company as well as inviting foreign and internal professors and put it in the program of the company.